Full axle testing
Full axle testing
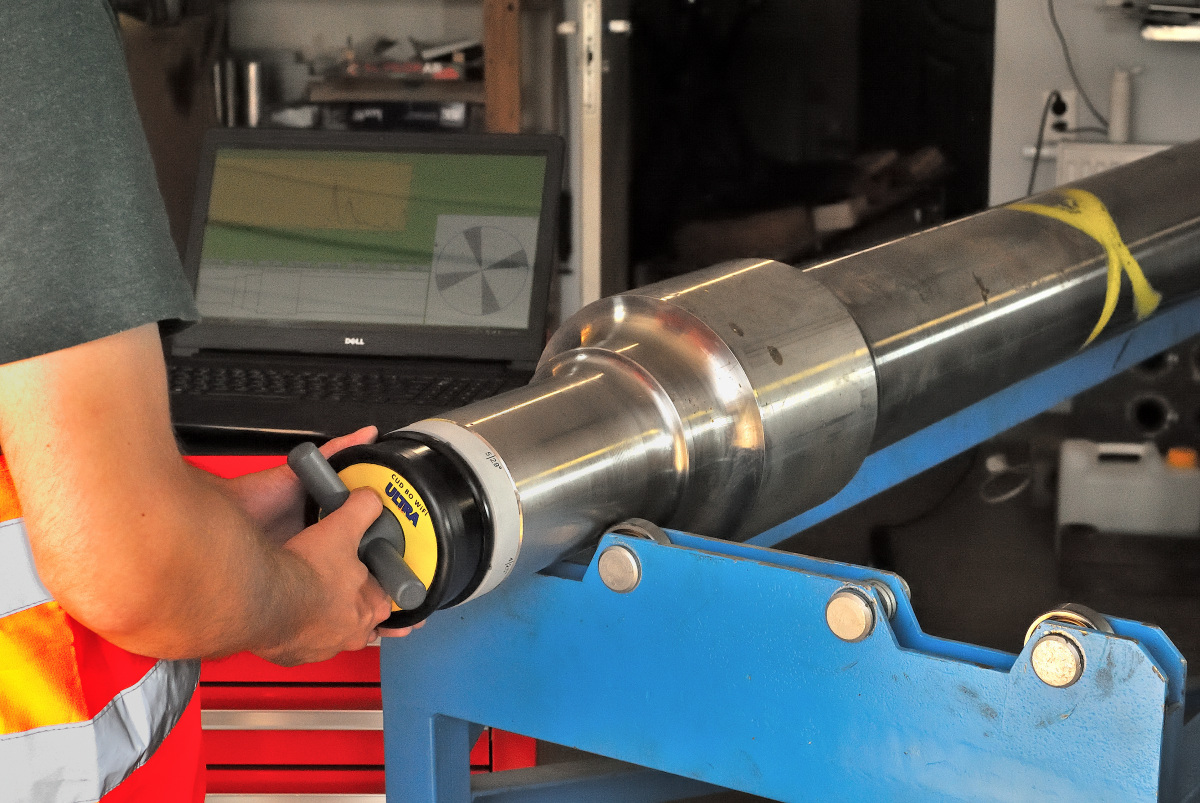
We have developed an ultrasonic testing system for full rail axles based on the CUD BO WiFi flaw detector. It allows for testing axles without prior disassembly – the entire test is performed from the front side of the journal. Therefore, it is enough to dismantle the axlebox covers in preparation for testing.
The CUD BO WiFi flaw detector was designed based on the specific needs formulated by our long-term cooperating customers (Bombardier Transportation, Alstom Konstal, Lucchini Poland, SKM Gdynia, Koleje Mazowieckie, Polregio, DBCargo, Newag). These include:
acceleration and reduction of testing costs as a result of automation of all activities related to the performed test,
reliability of testing by making the test result as independent as possible from the subjective assessment of the operator,
recording the entire test course and its automatic assessment, then including this information in the test protocol generated by the system,
compatibility of test result records with the existing databases of the customer’s wheelsets,
universality of solutions allowing the use of devices also for other ultrasonic tests, e.g. welded joints,
possibility of working with the use of manual probes,
mobility of devices and the possibility of their use not only at the test station, but also in any other conditions,
degree of complexity of testing not exceeding the scope of the level 1 and 2 certificate according to the EN ISO 9712 standard,
possibility of expanding the system at any time.
The testing system consists of a disc of probes, a flaw detector and a computer control and archiving program. The ultrasonic disc of probes is used for testing from the front side of the journal. The probes are permanently placed on the disc at distances resulting from the geometric analysis. The disc is designed individually for each type of axles, depending on its geometric dimensions. A normal probe for testing along the axle is also placed in the disc. In addition, a device for measuring the angle of rotation is installed, thanks to which it is possible to localize the indications and record the course of the test.




Features of the CUD BO WiFi flaw detector include:
10 independent channels with free probe switching,
the number of channels can be changed as needed,
all research improvements of modern digital flaw detectors, such as: automated time base, automated evaluation of indications according to DGS and DAC, catalogs (of probes, materials, settings), markers (gates),
two-way wireless WiFi or wired communication with a computer.
The system is controlled from a computer. In the example screenshot during axle testing, the upper left part shows the flaw detector screen with the current indication (AScan). The right side represents the recorded amplitudes of the axle circumference, and the lower one in the zone along the axle length. The image presents two notches and shown as an echo on a percentage scale of the screen height for the tested cross-section as a function of angle. In the given example, there are two reference notches differing in depth by 0.5 mm.
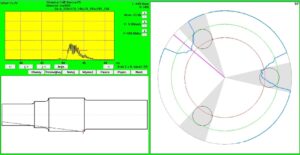

Result of testing a calibration block with 24 notches.
Example of program screenshot.
Individual circles in the image indicate:
- Grey indicates the outer surface of the tested axle (corresponding to the amplitude below the marker, 100% amplitude indicates the center of the circle).
- Green indicates the registration threshold set at 20% of the screen height. All readings within the marker range above this threshold will be recorded.
- Red indicates the acceptance threshold (40% of the screen height) and any exceedances. All readings above the acceptance threshold should be treated as potential readings of unacceptable discontinuities.
- Blue indicates the tested places on the circumference of the axle, along with marking the amplitudes of any readings above the registration threshold.
the tested full axle requires a separate geometric analysis, as a result of which appropriate disc of probes, calibration blocks and test instructions are made. Some types of axles can be tested with a single disc. The standard is prepared by making 2 mm deep notches perpendicular to the axle axis.
Currently, there is no standard in Europe containing technical requirements for ultrasonic testing of railway axles. Therefore, we base our procedures on the German standard DIN 27201-7, which most comprehensively contains the technical requirements for axle testing. It requires scaling on 2 mm notches and focusing on the places most exposed to cracks, i.e. transitions between diameters. It is possible to conduct tests along the entire length of the axle. Due to the fact that our staff has a level 3 certificate in the railway maintenance sector in accordance with EN ISO 9712, we offer certification of reference axles and test instructions:
Making reference notches and certification of reference axle:
- notches are made on elements supplied by the Purchaser,
- it is possible to make notch at the Purchaser’s premises,
- notches are made in accordance with the instructions developed by ZBM ULTRA,
- calibration blocks are verified by a person with a level 3 certificate in the railway maintenance sector in accordance with EN ISO 9712.
instructions for ultrasonic testing:
- test instructions are approved by a person with a level 3 certificate in the railway maintenance sector in accordance with EN ISO 9712.

Trolley – stand for testing with a battery for charging the equipment.
Any further expansion of the system by adapting a new type of axle for testing.
Each new type of solid axle to be tested requires adaptation of the system. It is carried out in close cooperation with ZBM ULTRA based on the plan presented below:
- the Client sends ZBM ULTRA technical drawings of the axle,
- ZBM ULTRA prepares a theoretical analysis of the test of a given type of axle and test probes,
- the client provides the axle intended for the calibration blocks,
- ZBM ULTRA makes calibration block notches on the axle,
- the test probes are tested on the axle standard,
- the necessary corrections are made,
- the designed disc is checked in the conditions in which the tests will be performed, i.e. on the assembled axle. If necessary,
- urther corrections are introduced,
- the final probe disc is prepared by ZBM ULTRA,
- the new axle is added to the computer program,
- the instructions for testing the new type of axle are written.