Badania osi pełnych
Badania osi pełnych
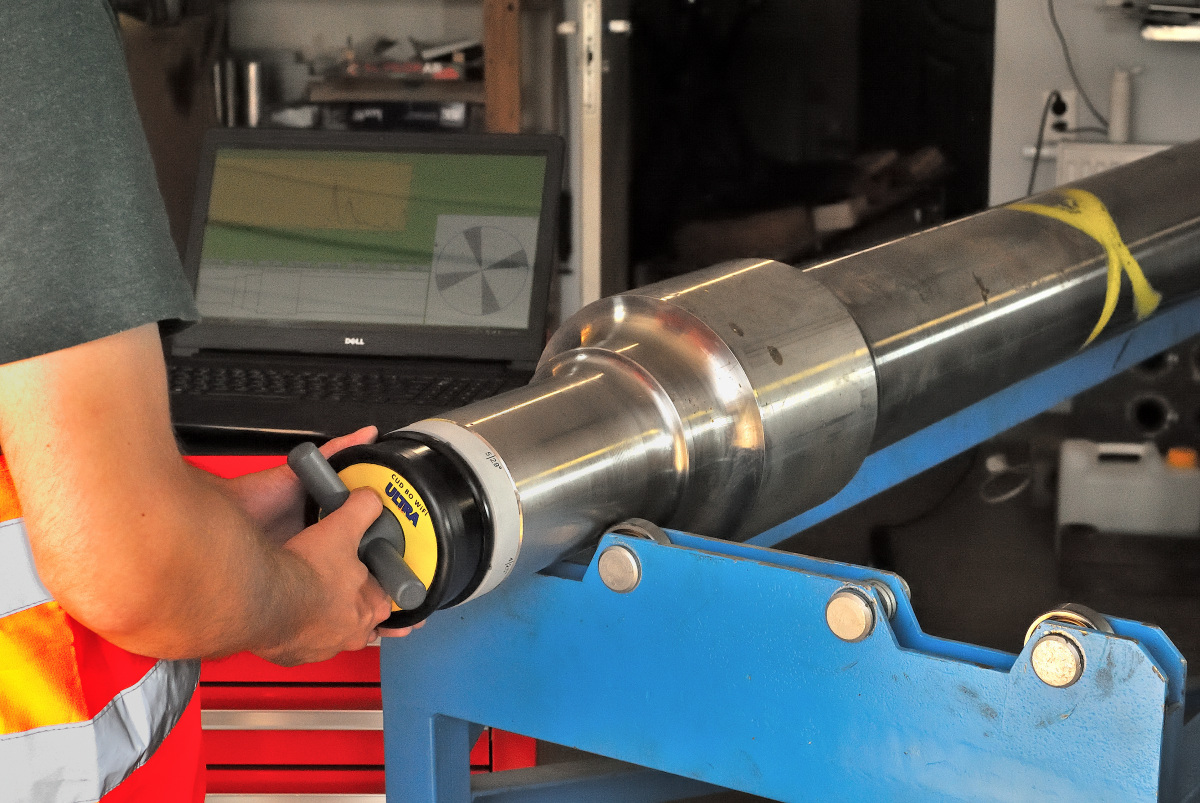
Opracowaliśmy system badań ultradźwiękowych osi kolejowych pełnych oparty o defektoskop CUD BO WiFi. Pozwala on na badania osi bez ich wcześniejszego demontażu – całość badania odbywa się z powierzchni czołowej czopa. Wystarczy więc, że w ramach przygotowania do badania zostaną zdemontowane pokrywy maźnic.
Defektoskop CUD BO WiFi został zaprojektowany na podstawie konkretnie sformułowanych potrzeb przez współpracujących z nami od dłuższego czasu klientów (Bombardier Transportation, Alstom Konstal, Lucchini Poland, SKM Gdynia, Koleje Mazowieckie, Polregio, DBCargo). Są to m.in.:
przyspieszenie i zmniejszenie kosztów badań w wyniku automatyzacji wszystkich czynności powiązanych z realizowanym badaniem,
uwiarygodnienie badań poprzez jak największe uniezależnienie wyniku badania od subiektywnej oceny operatora,
zapis całego przebiegu badania i automatyczna jego ocena, następnie zawarcie tych informacji w generowanym przez system protokole badań,
kompatybilność zapisów wyników badań z istniejącymi bazami danych zestawów kołowych klienta,
uniwersalność rozwiązań pozwalających wykorzystać urządzenia również do innych badań ultradźwiękowych, np. połączeń spawanych,
możliwość pracy z wykorzystaniem głowic ręcznych,
mobilność urządzeń i możliwość ich użycia nie tylko na stanowisku badawczym, ale również w dowolnych innych warunkach,
stopień złożoności badań nieprzekraczający zakresu certyfikatu 1 i 2 stopnia wg normy PN-EN ISO 9712,
możliwość rozbudowy systemu w dowolnym momencie.
System badań składa się z tarczy głowic, defektoskopu i komputerowego programu sterująco-archiwizującego. Tarcza głowic ultradźwiękowych służy do badania od powierzchni czołowej czopa. Głowice umieszczone są na tarczy w odległościach wynikających z analizy geometrycznej w sposób trwały. Tarcza jest zaprojektowana indywidualnie do każdego typu osi w zależności od jej wymiarów geometrycznych. W tarczy umieszczona jest także głowica normalna do badań wzdłuż osi. Ponadto zamontowano urządzenie do pomiaru kąta obrotu (akcelerometr), dzięki czemu możliwa jest lokalizacja wskazań i zapis przebiegu badania.




Cechy defektoskopu CUD BO WiFi to m.in:
10 niezależnych kanałów z dowolnym przełączaniem głowic,
ilość kanałów może być zmieniana według potrzeb,
wszystkie usprawnienia badawcze współczesnych defektoskopów cyfrowych, takie jak: zautomatyzowana podstawa czasu, zautomatyzowane oceny wskazań wg DGS i DAC, katalogi (głowic, materiałów, ustawień), markery (bramki),
dwustronna bezprzewodową komunikację WiFi lub przewodową z komputerem.
Sterowanie systemem odbywa się z poziomu komputera. Na przykładowym zrzucie ekranu w czasie badań osi w lewej górnej części przedstawiono ekran defektoskopu z aktualnym wskazaniem (ScanA). Prawa strona reprezentuje zarejestrowane amplitudy obwodu osi, a dolna w strefie na długości osi. Zobrazowanie dotyczy dwóch nacięć i pokazanych jako echo w skali procentowej wysokości ekranu dla badanego przekroju w funkcji kąta. W podanym przykładzie są dwa nacięcia wzorcowe różniące się głębokością o 0,5mm.
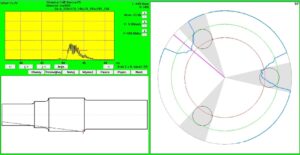

Przykładowy wynik badania wzorca z 24 nacięciami.
Przykładowy zrzut programu.
Poszczególne okręgi na zobrazowaniu oznaczają:
- Kolorem szarym oznaczono powierzchnię zewnętrzną badanej osi (odpowiadającą amplitudzie poniżej markera, amplituda 100% oznacza środek koła).
- Kolorem zielonym oznaczono próg rejestracji ustawiony na 20% wysokości ekranu. Wszystkie wskazania znajdujące się w zasięgu markera powyżej tego progu zostaną zarejestrowane.
- Kolorem czerwonym oznaczono próg akceptacji (40% wysokości ekranu) i ewentualne jego przekroczenia. Wszystkie wskazania powyżej progu akceptacji należy traktować jako potencjalne wskazania od nieciągłości nieakceptowanych.
- Kolorem niebieskim oznaczono natomiast przebadane miejsca na obwodzie osi wraz z zaznaczeniem amplitud ewentualnych wskazań powyżej progu rejestracji.
badana pełna oś wymagana osobnej analizy geometrycznej w wyniku której wykonuje się odpowiednie tarcze głowic, wzorce i instrukcje badań. Niektóry typy osi mogą być badane jedną tarczą. Wzorzec przygotowujemy poprzez wykonanie nacięć o głębokości 2 mm prostopadle do osi osi.
Aktualnie nie istnieje w Polsce dokument normatywny zawierający wymagania techniczne dotyczące badań ultradźwiękowych osi kolejowych. Nasze procedury opieramy więc na niemieckiej normie DIN27201-7, która w sposób najpełniejszy zawiera wymogi techniczne badań osi. Nakazuje ona skalowania na nacięciach 2mm i skupienie uwagi na miejscach najbardziej narażonych na pęknięcia, tj. przejściach pomiędzy średnicami. Możliwe jest prowadzenie badań na całej długości osi. W związku z tym, że nasz personel posiada certyfikat 3 stopnia w sektorze utrzymania ruchu kolei zgodnie z PN-EN ISO 9712 oferujemy certyfikację osi wzorcowych i instrukcje badań:
wykonanie nacięć wzorcowych i certyfikacja osi wzorcowej:
- nacięcia wykonywane są na dostarczonych przez Zamawiającego elementach,
- istnieje możliwość wykonania nacięć w siedzibie Zamawiającego,
- nacięcia wykonywane są zgodnie z opracowaną przez ZBM ULTRA instrukcją,
- wzorce weryfikowane są przez osobę posiadającą certyfikat 3 stopnia w sektorze utrzymania ruchu kolei zgodnie z normą PN-EN ISO 9712.
instrukcje badań ultradźwiękowych:
- instrukcje badan zatwierdzane są przez osobę posiadającą certyfikat 3 stopnia w sektorze utrzymania ruchu kolei zgodnie z normą PN-EN ISO 9712.
Ewentualna dalsza rozbudowa systemu poprzez adaptację nowego rodzaju osi do badań.
Każdy nowy typ osi pełnych, który ma być badany wymaga adaptacji systemu. Jest ona wykonywana przy ścisłej współpracy z ZBM ULTRA na podstawie planu przedstawionego poniżej:
- klient przesyła do ZBM ULTRA rysunki techniczne osi,
- ZBM ULTRA przygotowuje analizę teoretyczną badania danego typu osi i głowice próbne,
- klient zapewnia oś przeznaczoną na wzorzec,
- ZBM ULTRA wykonuje na osi nacięcia wzorcowe,
- głowice próbne testowane są na wzorcu osi,
- wykonywane są niezbędne poprawki,
- projektowana tarcza sprawdzana jest w warunkach w jakich wykonywane będą badania, tj. na osi zmontowanej. Jeśli to konieczne, wprowadzane są kolejne poprawki,
- ostateczna tarcza głowic przygotowywana jest przez ZBM ULTRA,
- nowa oś dodawana jest do programu komputerowego,
- pisana jest instrukcja dotycząca badań nowego typu osi.
wykonanie nacięć wzorcowych i certyfikacja osi wzorcowej:
- nacięcia wykonywane są na dostarczonych przez Zamawiającego elementach,
- istnieje możliwość wykonania nacięć w siedzibie Zamawiającego,
- nacięcia wykonywane są zgodnie z opracowaną przez ZBM ULTRA instrukcją,
- wzorce weryfikowane są przez osobę posiadającą certyfikat 3 stopnia w sektorze utrzymania ruchu kolei zgodnie z normą PN-EN ISO 9712.
instrukcje badań ultradźwiękowych:
- instrukcje badan zatwierdzane są przez osobę posiadającą certyfikat 3 stopnia w sektorze utrzymania ruchu kolei zgodnie z normą PN-EN ISO 9712.

Wózek – stanowisko badawcze z akumulatorem do ładowania aparatury.
Ewentualna dalsza rozbudowa systemu poprzez adaptację nowego rodzaju osi do badań.
Każdy nowy typ osi pełnych, który ma być badany wymaga adaptacji systemu. Jest ona wykonywana przy ścisłej współpracy z ZBM ULTRA na podstawie planu przedstawionego poniżej:
- klient przesyła do ZBM ULTRA rysunki techniczne osi,
- ZBM ULTRA przygotowuje analizę teoretyczną badania danego typu osi i głowice próbne,
- klient zapewnia oś przeznaczoną na wzorzec,
- ZBM ULTRA wykonuje na osi nacięcia wzorcowe,
- głowice próbne testowane są na wzorcu osi,
- wykonywane są niezbędne poprawki,
- projektowana tarcza sprawdzana jest w warunkach w jakich wykonywane będą badania, tj. na osi zmontowanej. Jeśli to konieczne, wprowadzane są kolejne poprawki,
- ostateczna tarcza głowic przygotowywana jest przez ZBM ULTRA,
- nowa oś dodawana jest do programu komputerowego,
- pisana jest instrukcja dotycząca badań nowego typu osi.